



 最新动态:
最新动态:






全国服务热线:13602627966
地 址:太仓双凤镇新湖维新路一号
电 话:0512-33016116
传 真:0512-33016116
一站式研磨抛光 PVD代加工:http://xgsgd.com
新光速动态
研磨技术的国内外研究概况和发展
发布日期:2016-09-29 12:03:53
研磨技术的国内外研究概况和发展
研究现状:
目前,国内外研磨加工主要还是采用游离磨料在慢速研磨机上研磨。它的主要缺点是:
(1)磨料散置于磨盘上,为了避免磨料飞溅,磨盘转速不能太高,因此加工效率低;
(2)磨料与从工件上磨下的碎屑混淆在一起,不能充分发挥切削作用,而且还要与这些碎屑一起被清洗掉,浪费能源、浪费磨料,加工成本较高;
(3)磨料在磨盘上是随机分布的,其分布密度不均匀,造成对工件研磨切削量不均匀,工件形面精度不易控制;特别是磨料与工件间的相对运动具有随机性,这也增加了工件形面精度的不确定因素;
(4)在研磨加工中要严格控制冷却液的流量,以避免冲走磨料,这使得冷却效果变差,容易引起工件温升,造成加工精度的下降;
(5)工人劳动强度大,对工人技术要求高。
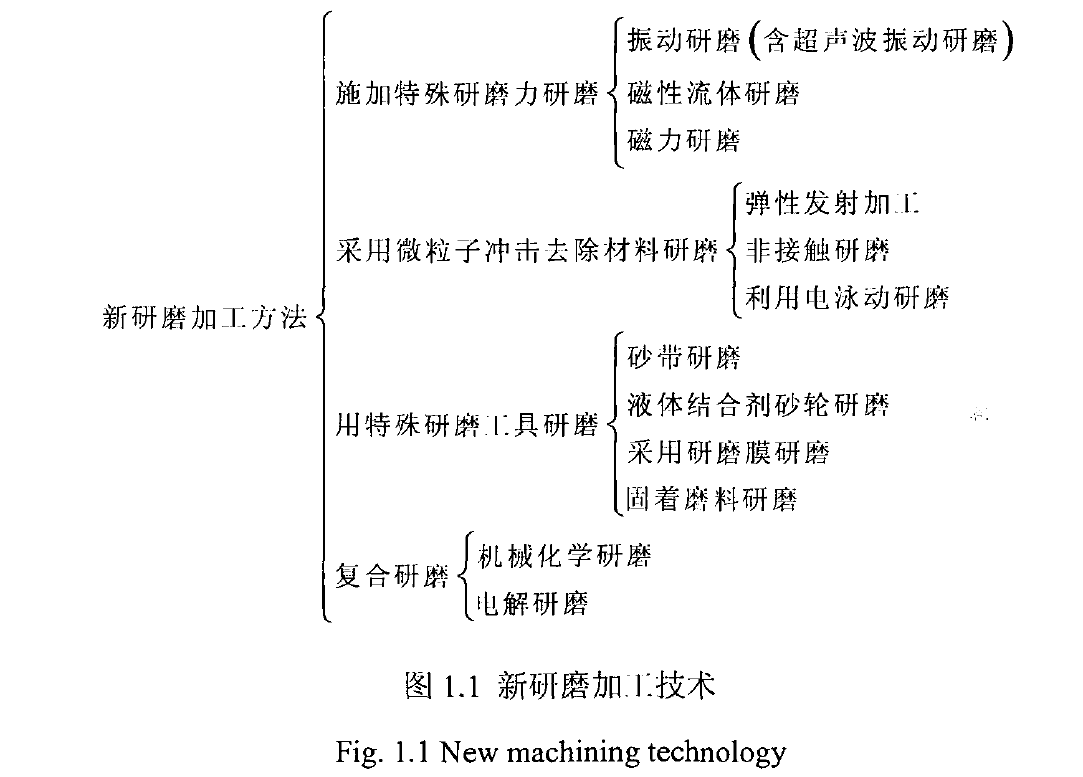
正是由于散置磨粒研磨存在上面一些不足,所以许多学者目前正在研究改进这种研磨加工技术。 考虑到上述原因,人们发明了一些新的研磨方法,以解决散粒磨料研磨存在的缺点。如电解研磨、ELID在线修整研磨、磁力研磨、无磨料的冰盘研磨、固着磨料研磨等,这些方法都在不同程度上提高了研磨加工的精度和加工质量。尤其是固着磨料高速研磨,不仅提高了加工精度,而且极大的提高了加工效率,降低了加工成本。产生的各种新研磨技术如图1.1所示:
目前,研磨加工不仅向更高的加工精度发展,而且其加工质量也在不断提高,并且几乎可以加工任何固态材料。现在用磨粒去除材料的去除单位己经达到纳米甚至是亚纳米的数量级,目前在超精密研磨加工方面有以下几种纳米级研磨加工方法[12]. (1)弹性发射加工:它是一种新的“原子级尺寸加工方法”,它使用软的聚亚胺脂球 (在微小压力下很容易发生变形)作为研磨工具,同时控制旋转轴与加工工件的接触线保持在45“角,加工时在垂直工件方向施加载荷,并保持载荷是一个常量,研磨用的微粉粒径为亚微米。微粉与水混合,并强迫其在旋转的聚亚胺脂球面下方加工工件,保持球与工件间的距离稍大于微粉尺寸。经过实验证实这种加工方法可使工件具有包括几何形状和表面形状完美的表面。 (2)磁流变研磨加工:这是利用磁流变液的特性来改变其在磁场中的粘性,即含有去离子水、铁质微粉、磨粒和经处理过的其他物质的磁流变液由泵驱动稳定地循环进行加工的技术。在磁力作用的区域,其表现为固体形式,进行研磨;而在无磁力作用时,其表现为液体形式,磁流变液的这两种形态在循环中交替出现。采用这种加工方法能够保持非常稳定的去除能力,而且也能加工出光滑、无损伤的表面,同时这也是一种可控的加工方法。
今后研磨技术将朝着高精度、高效率的方向发展,这一趋势体现在两个方面:一是超精密复合加工方法的出现,如化学机械抛光、电解磁力研磨等,通过多种材料去除机理的协调作用提高加工精度和加工效率;二是半固着磨粒加工技术的出现〔13]。前者的加工工具是将磁性复合流体和磨粒粒子、植物纤维素均匀混合后在磁场条件下压缩后制的,在磁场下呈半固态。后者的加工工具是采用特殊的结合剂和制作方法制做的,加工过程中磨具对磨粒的约束介于固着磨粒加工和游离磨粒加工之间。在此新光速愿同各位同行及朋友共同进步。
